


联系我们1

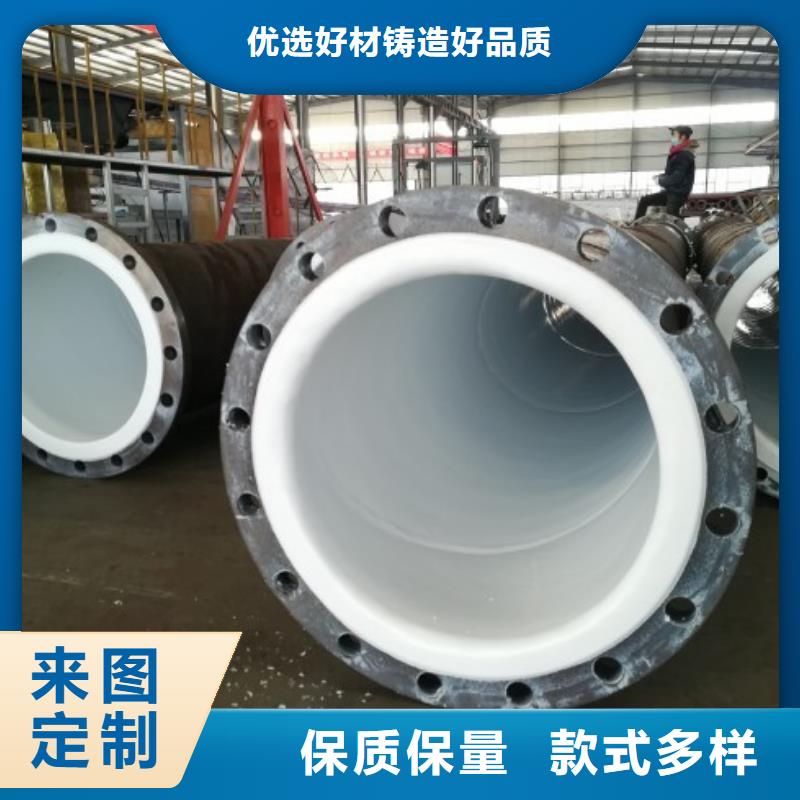
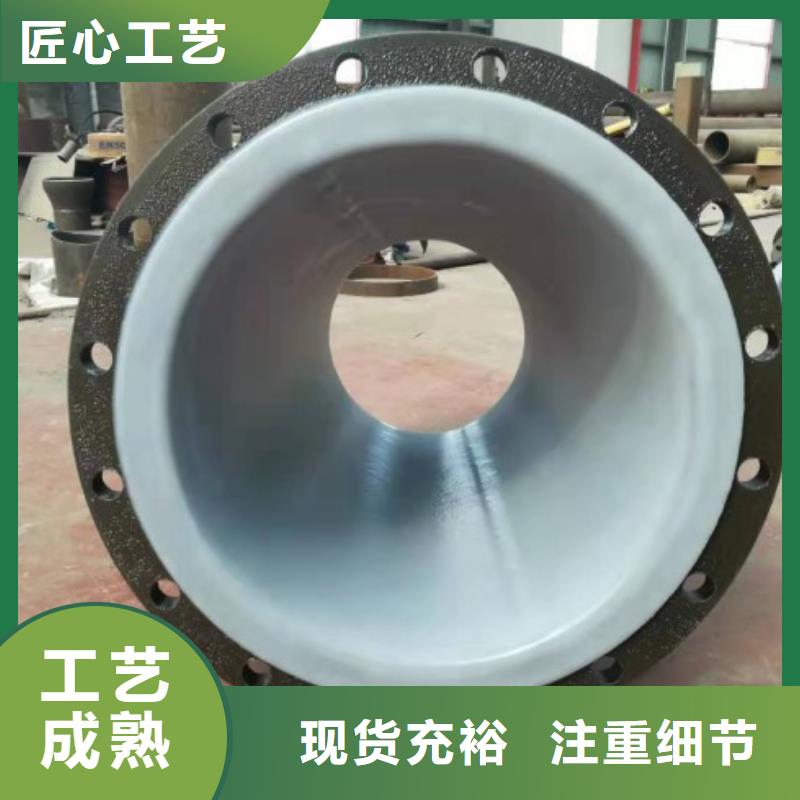
防腐衬塑管道内衬塑外镀锌拒绝伪劣产品
更新时间:2024-12-26 20:21:02 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |




衬塑管道应用于循环水处理站
循环水处理站内设有大量的水处理设备,站房内布置着设备基础、管沟、电缆沟;另有大量的钢衬塑管道作为循环水管道、焊接钢管循环水管道、其它水管、压缩空气管道、电缆管等,或架空敷设或埋地敷设等使用。
一般情况下,对于管路简单的管线,钢衬塑管道厂家可以采取将所有衬塑钢管先以焊接钢管形式到现场,安装完毕后拆除,运回专业制造厂家衬塑编号后运回,二次安装,这样管路的设计工作就相对简单一些。但循环水处理站管路的特点是:管道复杂多变,管道交叉多、短管多、弯头多;如果采取二次安装的方式,施工周期太长,且如果钢衬塑管道夹在其它管道中间,则必须等钢衬塑管道安装完毕后才能安装其它管道,所需要的工期就更长了;由此可见,二次安装在大规模的循环水管道系统中应用很不现实,这就要求必须在管路设计时日既要确保管路设计的正确性又要考虑施工、维护、检修时的便利性,因此钢衬塑管道循环水管路的设计难度很大。
在进行循环水管路设计特别是在钢衬塑管道管路设计时,首要的任务是做好管线的综合工作,减少管道碰撞的可能性。这其实是一般管道设计时所要遵循的基本要求,但对于钢衬塑管道而言,就显得更为重要了,因为钢衬塑管道一旦成型,无法再修改了,如果出现失误就只能是报废了。考虑到钢衬塑管道的特殊性,在具体的管路设计时应贯彻钢衬塑管道优先的原则,尽量减少钢衬塑管道弯头的数量,其它焊接钢管应尽可能避让钢衬塑管道。
其次,由于钢衬塑管道是一支支可以分拆的管道,在管路的设计时,必须考虑施工、维护和检修的方便。埋地的钢衬塑管道宜设置在上层,架空的钢衬塑管道宜设置在管道的外层。对于同样都是钢衬塑管道的情况,宜将小口径的钢衬塑管道设置在大口径热滚塑钢管的上面或外侧。
第三,所有设置在衬塑循环水管道上温度计、压力表等,其接口必须设计在钢衬塑管道上。


用管道衬塑技术制作衬塑管道时厚度是有一定标准的,要符合哪些标准呢?其他的参数要在哪些范围内呢?下面我我们做详细的解答
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、衬塑管道技术--管道衬塑的要求:
(1)设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
(2)设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
(3)设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
(4)选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
衬塑管道的检测
(1)衬塑管道内衬原材料材质检测;
(2)内衬厚度检测(≧3mm);
(3)剥离强度检测(聚乙烯衬层与管内壁粘接力≧70N/cm);
(4)电火花检测(内衬层15KV电火花检测,应无漏电);
(5)压力试验检测(DN150/200/300/400:水压试验压力:21MPa和气压试验压力16.5MPa;DN600水压试验压力:5.0MPa和气压试验压力4.0MPa;);
(6)绝缘电阻、电绝缘强度检测。
符合这些指标的衬塑管道才是合格的,管道衬塑工艺才是过关的。



纵横机械制造有限公司拥有资深的技术研发团队和专业的服务团队,具备较强的科技创新能力和技术服务优势。纵横机械制造有限公司坚持不断创新,通过行业交流,不断服务品质。纵横机械制造有限公司始终聚焦为客户创造价值,未来,未蓝将继续在 吉林辽源【衬胶管】领域精耕细作,打造卓越的产品和服务,持续为客户创造价值,推动行业发展和社会进步。


